Computer Vision for Component Recognition
Visual Intelligence for the Production Floor
Replacing Manual Component Identification With Visual Intelligence
The Component Recognition system is a custom computer vision platform built for a manufacturing operation. Our work delivered a multi-component image recognition engine — combining object detection, barcode scanning, OCR, and automated metadata extraction — that eliminated manual identification across quality control, inventory, and production planning.
Manufacturing
4 Months
AI & Technology Consulting, Business Process Optimization
Building the Visual Intelligence Layer for the Factory Floor
The client's manufacturing operation depended on identifying physical components from product imagery — a process that was completely manual, creating bottlenecks across quality control, inventory tracking, and downstream production planning. Every misidentified component cascaded into rework, delays, and inventory inaccuracies.
The challenge was to build a computer vision system capable of detecting multiple components within a single image with production-grade accuracy, integrating barcode and OCR recognition for complete metadata capture, and operating reliably across the visual complexity of a real production environment.
Our Approach
Custom Object Detection
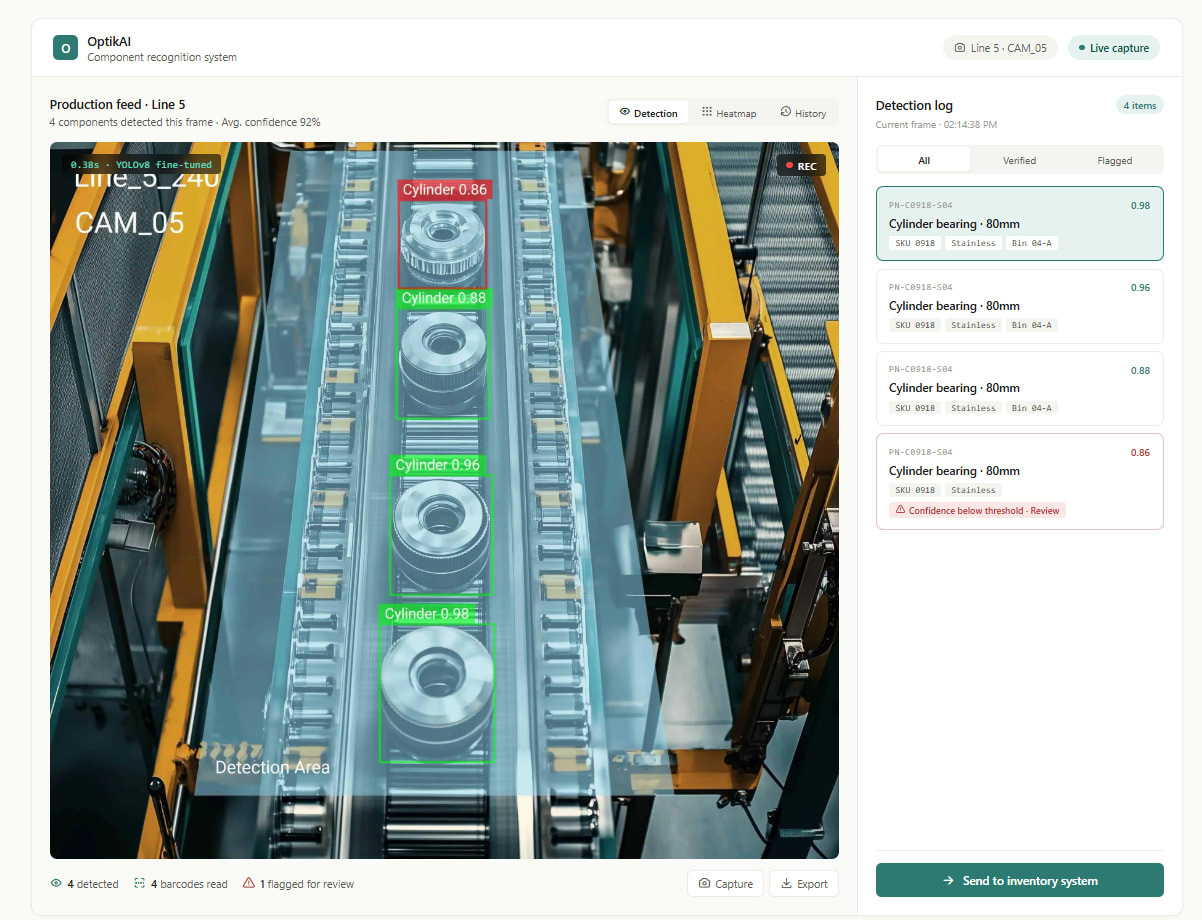
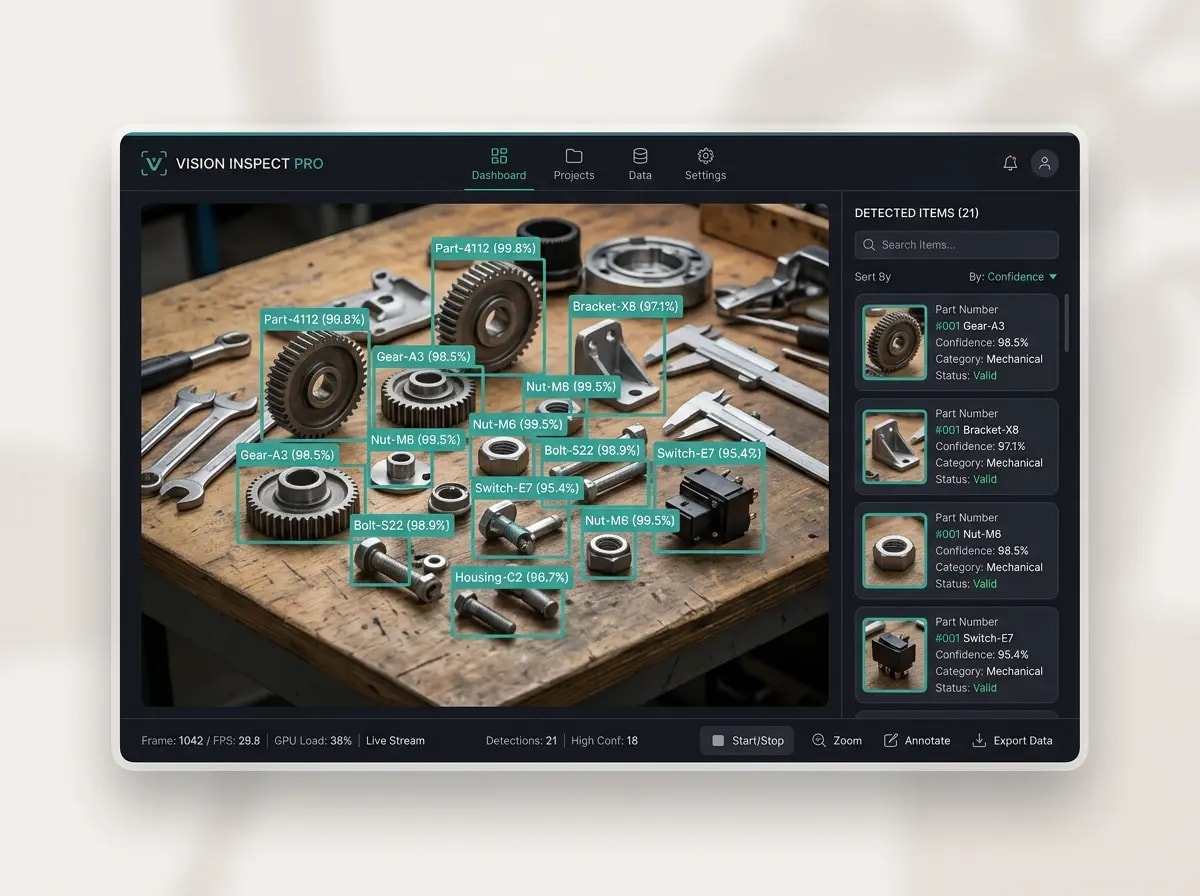
We trained a computer vision model specifically on the client's component catalog — capable of detecting multiple distinct objects within a single image with high precision.
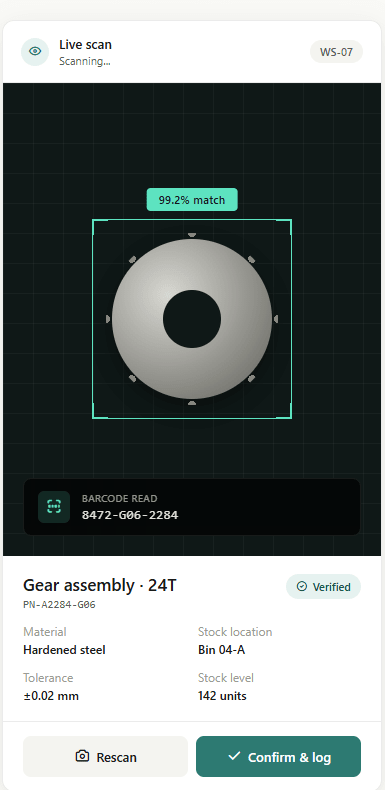
Integrated Barcode & OCR
We layered barcode scanning and OCR into the detection pipeline, ensuring every component is identified with full metadata — not just visually classified.
Automated Metadata Extraction
We built extraction logic that captures part numbers, specifications, and identifiers from each detection, feeding structured data directly into downstream systems.
Production-Grade Reliability
We engineered the system for real-world manufacturing conditions — handling variable lighting, angles, and component arrangements without accuracy loss.
What We
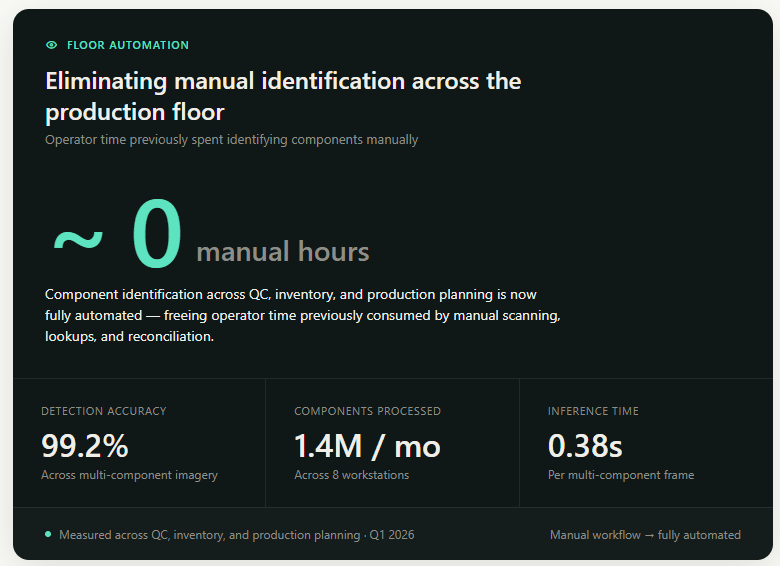
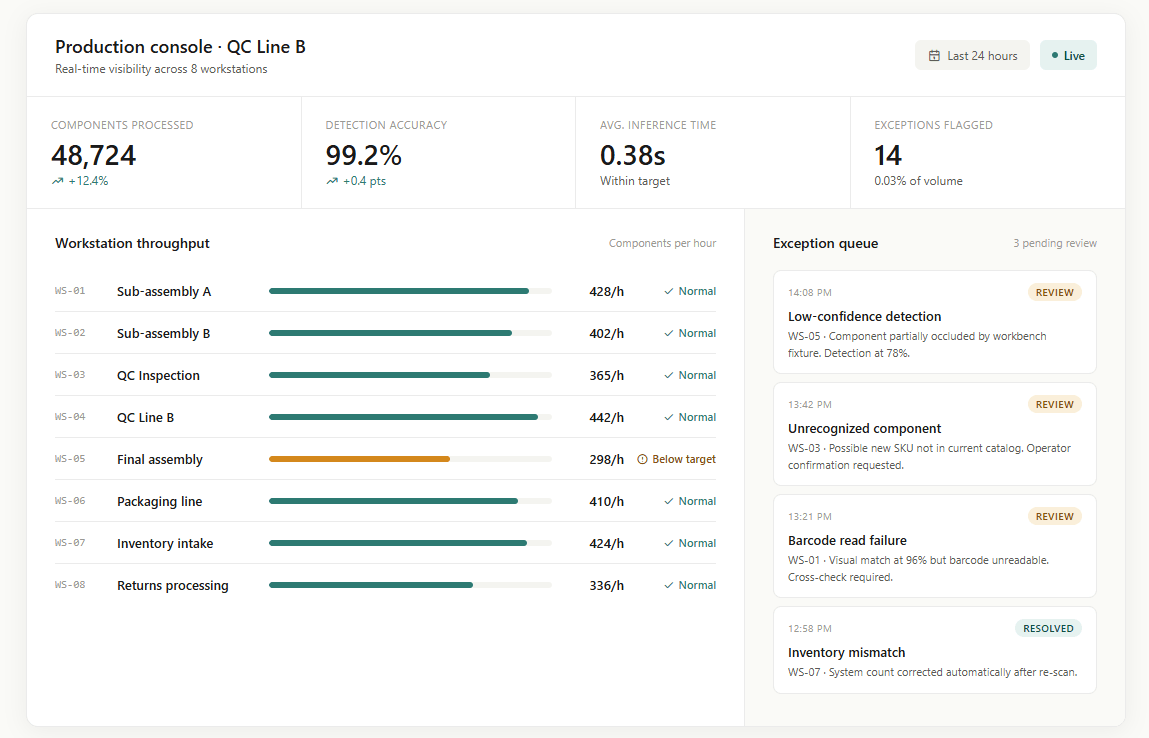
DeliveredWe delivered a production-deployed computer vision system that completely automates component identification across the manufacturing floor, achieving high-accuracy detection across complex multi-component imagery — and feeding clean, structured data into quality control, inventory, and production planning workflows.
Client Outcome
“The system fully automated component identification across the client's operation, delivering significant time savings across quality control and inventory while eliminating a major source of manual error. Production planning now operates on accurate, real-time component data rather than manual reconciliation.”
— Computer Vision for Component Recognition · Manufacturing